Cleaning Process Procedures
Cleaning Process Procedures
The cleaning process must be designed to eliminate specific contaminants and particles from machined workpieces and parts in order to achieve the required technical cleanliness.
For the wet cleaning of parts, the four parameters of the Sinner's Circle need to be combined and adjusted for optimised efficiency.
PERO units offer efficient cleaning mechanics and reliable process control.
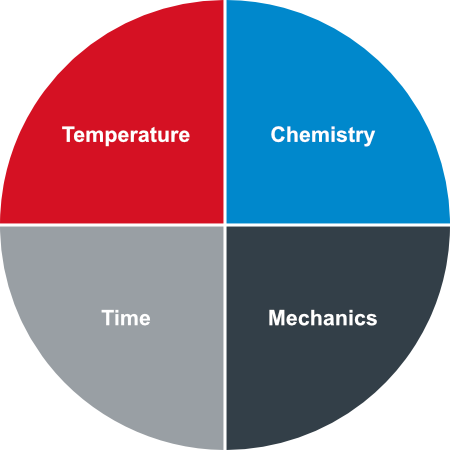
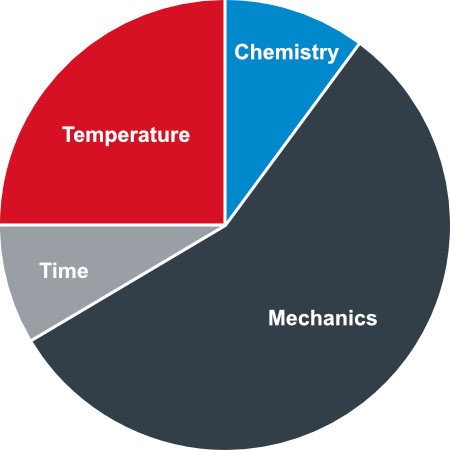
Sinner's Circle
According to the Sinner's Circle, the cleaning result is determined by four basic variables. By adjusting and combining these interrelated variables, it is possible to optimise any cleaning process. Good mechanical design of a cleaning unit optimises the mechanics of the process, which generally means that cleaning is completed in less time and with less resources.
Cleaning processes


Spray cleaning
The wet medium is sprayed through nozzles onto the surfaces of the parts. Particles are removed from the parts by kinetic energy, and then washed away. The cleaning result is primarily determined by the position and shape of the nozzles, the spray pressure and the volume of media applied to the parts. In industrial parts cleaning, the surfaces are then normally rinsed and dried.
Splash flooding
The parts are flooded by the wet medium kept in motion, so that even persistent dirt is removed.
Immersion cleaning
The parts are immersed in the wet medium. Dirt is dissolved from the surface by the heated wet medium. By moving the parts while immersed, cleaning is assisted by a mechanical effect. In industrial parts cleaning, the surfaces are then normally rinsed and dried.
Ultrasonic cleaning
Sound waves generated by an oscillator agitate the wet medium. This leads to cavitation bubbles that implode at a high frequency and result in hydraulic impacts. These impacts combined with micro-flows flush particles and pigments off the parts. The costs of ultrasonic cleaning are primarily determined by the processing time. Low ultrasonic frequencies remove coarse dirt, while high ultrasonic frequencies are used to eliminate fine dirt from parts.

Vapour degreasing
Hot solvent vapour is applied to the surfaces of the parts where it condensates, forming a solvent film in which dirt is dissolved. As the solvent condensate runs down along the parts, it takes with it the dirt particles (dust, chips, etc.), leaving behind clean surfaces. This physical cleaning effect results in thoroughly cleaned surfaces.
Drying
After cleaning, parts are normally dried. Efficient drying keeps cleaning medium consumption low, and thus helps protect the environment. In addition, drying effectively prevents recontamination and corrosion. When drying tightly packed or porous parts, drying at atmospheric pressure might not be effective, so that drying under vacuum is the only option.


Basket carriers
To achieve the required technical cleanliness, the parts must be correctly handled and placed in the cleaning unit. This is normally done by using special parts carriers that can withstand the cleaning conditions.
Optimising cleaning methods and processes
To develop a cleaning solution that meets the specifications, PERO engineers identify the best wet cleaning method and devise the sequence of the process steps as well as the process parameters. The effectiveness and efficiency of the chosen process is then verified by test runs performed at the PERO Centre of Competence.